
An Introduction to Membrane Modules
- Zev Feinstein

- Sep 22, 2020
- 4 min read
Membranes are an old technology, yet many in the botanicals industry are pretty unfamiliar with them. As such I have put together this post to give some basic knowledge about the different types of membrane modules and the basic parameters controlled during tangential flow filtration.
Membranes come in three main configurations: tubular, hollow fiber, and spiral-wound. As the membranes I use are mainly of the third type, I named my system X-Spiral -- for eXtraction using spiral wound membranes.

A tubular membrane uses a central tube carrying feed, and the permeate is put into the bulk structure. This configuration has a very low surface area compared to the feed volume holdup, and thus requires lots of membranes and very high crossflows to operate. It is mainly used in ceramic membranes, where the rigid materials don't allow for the other configurations. In an attempt to get better surface area, it is typically made with many many small holes, looking something like a tube-in-shell exchanger.

The hollow-fiber membrane is sort of a logical extension of this idea. When using less rigid materials, the membrane can be formed into very small tubular straws that can be packed together in a module, giving better surface area yet.

This type of membrane yields significant advantages, with a much greater surface area than the tubular styles, and the significant empty space between straws gives it good resistance to small solid particles. However, one downside is it's fragility. If even one straw breaks, the feed can go into the permeate stream unimpeded and the entire membrane is ruined. Additionally, while it's surface area/volume ratio is much higher than tubular membranes, it is not as high as a spiral wound membrane.

In this interesting configuration, flat sheets are glued together into an envelope. Feed passes over the outside of the envelope, and permeate is able to diffuse into the inside of the envelope, at which point it spirals down into a central carrier. By wrapping these envelopes into a spiral, the greatest possible surface area/volume ratio is achieved. The total surface area is decided by the size of the feed spacer, with smaller spacers giving a tighter wrap and lower free volume. On the other hand, a larger spacer gives more ability for solids to pass through.
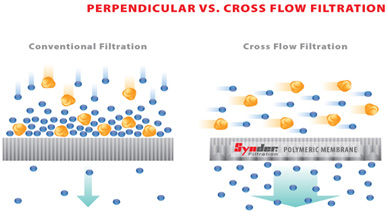
As the last drawing indicates, the key of tangential flow filtration is the tangential flow. Because the feed flow is parallel with the filter, the feed is always being replaced. Unlike a buchner funnel, bag filter, or other "dead-end" filtration methods, rejected particles do not accumulate on the surface, but are simply carried along with the flow. Because of this, TFF modules are self cleaning. As long as the flow is sufficiently fast to keep wiping off contamination from the membrane surface, the membrane stays clean perpetually. Indeed, most fouling potential occurs when the system is turned off; only then does any contamination have a chance to settle into the structure.
The speed of the crossflow is one of the essential parameters of TFF. But how does crossflow affect the separation? And what determined how much crossflow is required? In actuality, a membrane requires a certain crossflow velocity (m/s) at the surface. The more "dead space" in a membrane, the more volume flow is required to meet this. Based on this, you can tell that the larger a spacer, the more volume flow is required. When switching a membrane to a smaller spacer, you may notice big changes in behavior running at your old parameters, because the gallons per minute you're pumping now corresponds to a greater crossflow velocity.
Ordinary dead-end filtration like a buchner funnel is highly characterized by the gel layer that immediately forms. Soon you have a whole cake of solids on top, and the flow grinds to a halt. However, the gel layer can also serve to increase separation, being itself impassible to solids.
In TFF, a gel layer is constantly forming on the surface of the membrane, and is constantly being washed away from the incoming crossflow. The slower the crossflow, the thicker the gel layer. In the worst scenario, slow crossflow will yield a constantly increasing gel layer that soon fouls the membrane and blocks the flow off completely. However, in solvent recovery the signs of this gel layer may seem encouraging, as it increases the separation and can yield a cleaner permeate. Be very wary of using slow crossflow to improve your permeate quality. While it may yield good results in the short term, in the long term, you are at high risk for choking your permeate stream. It's better to use a tighter, slower membrane with enough crossflow to keep it clean than to try and use a loose membrane and allow it to foul to compensate.
The other key parameter is the pressure. A higher pressure increases the speed of permeation, and also increases the selectivity. In solvent recovery, high pressures are almost always beneficial, and I have worked with providers to produce customized membranes with higher pressure ratings than the typical offerings. However, a higher pressure will increase the rate of gel layer formation and require even higher crossflow to wash it away. These concerns have lead me to ensure my system has the capabilities to handle any scenario and provide crossflows over three times the upper limit of what some competitors are using.
Note that some membranes have maximum crossflows lower than others, and can be harmed by too much flow -- in such cases, the speed can be turned down to whatever the manufacturer recommends. However, I always recommend membranes that can handle the high rates a high-fouling application like ours demands.
Hopefully this primer proves useful for people who are looking to decide between different membranes, do their own internal R&D, or just wanted to know more about the process.

Comments